Chemical Engineering Group, BARC is engaged in diverse activities in line with the Departmental mandate related to Energy, National Security, Water Security, Healthcare and Environment. The mandate is realized through process development and intensification, development of novel materials and import substitutes all aided by atomistic and continuum modeling and simulation for optimization. Potential technologies are tested rigorously before they are used in the Department or made available to the society through Technology Transfers.
F-CVD process has been successfully demonstrated for simultaneously coating alumina on inner and outer surfaces of multiple numbers of SS and MS pipes/tubes of length ranging from 12.5 mm to 38 mm. The process ensures almost uniform coating of about 20 μm thickness.
A process for degradation of dye in contaminated waste water using microbubbles of ozone has been developed and demonstrated. Based on the successful lab-scale trials, a bench-scale facility has been installed to treat contaminated waste water.
A process for degradation of dye in contaminated waste water using microbubbles of ozone has been developed and demonstrated. Based on the successful lab-scale trials, a bench-scale facility has been installed to treat contaminated waste water.
Under the DAE Project on “Deployment of Water Purification Technologies in 50 villages in India”, a 1000 LPH arsenic removal plant with water ATM facility was commissioned and inaugurated on 6th July, 2020, and handed over to the Ichhapur-I Gram Panchayat, North 24 Parganas, West Bengal. The plant provides safe drinking water with < 5 ppb arsenic and < 0.1 ppm iron (as per BIS 10500) to about 400 families in 2 villages, from groundwater contaminated with 350 ppb arsenic and 5 ppm iron.
HI decomposition section, which is the hydrogen producing step of Iodine Sulphur (IS) thermochemical process, is a challenging step due to equilibrium limitation, highly corrosive and high temperature environment. In order to enhance HI to hydrogen conversion beyond 90%, with solar/nuclear energy as heat source, a prototype novel 6-tube membrane reactor with provision of molten salt heating has been designed and fabricated for production of hydrogen at 150 NLPH capacity and up to 5 bar pressure. It is a first-of-its-kind jacketed multi-tube membrane reactor incorporating expansion bellow to allow thermal expansion and contraction during operation. Features like, leak-tightness of reactor, protection of membrane from mechanical damage, efficient feed distribution system, effective catalyst loading into the vessel and flow facilitation of molten salt have been incorporated.
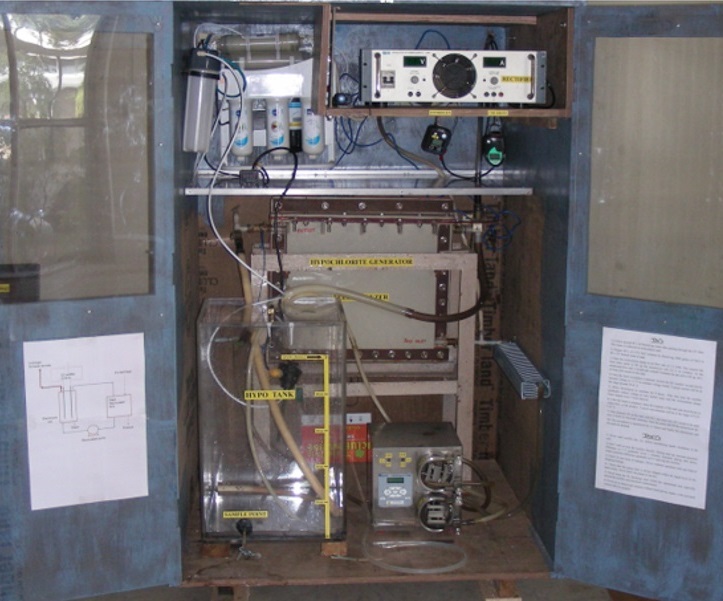
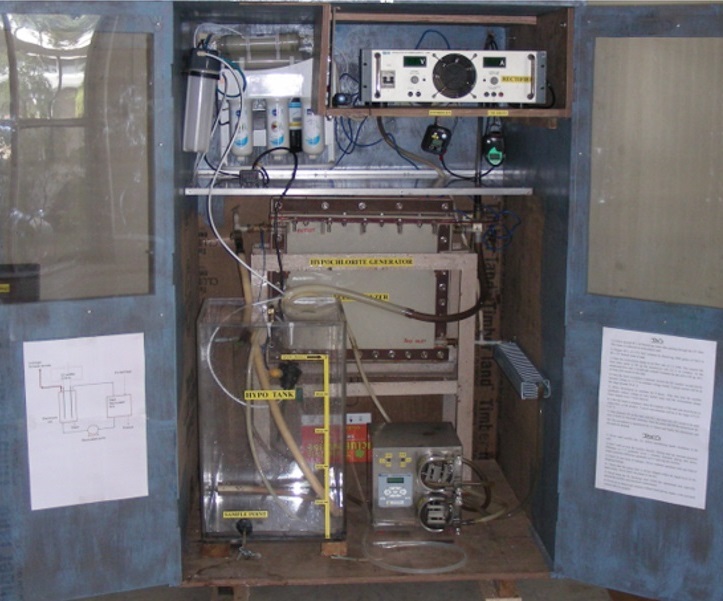
A Sodium Hypochlorite Electrolyser Plant of production capacity of about 25 litres per 8 hrs of operation was developed and demonstrated during COVID-19 lockdown. It is suitable for small to medium level disinfection applications like hospitals, office areas, etc. The technology has been transferred to two vendors.
A Sodium Hypochlorite Electrolyser Plant of production capacity of about 25 litres per 8 hrs of operation was developed and demonstrated during COVID-19 lockdown. It is suitable for small to medium level disinfection applications like hospitals, office areas, etc. The technology has been transferred to two vendors.
The technology of 1000 m3/day Multi Effect Distillation (MED) with Thermo Vapor Compression (TVC) has been developed and transferred to industry.
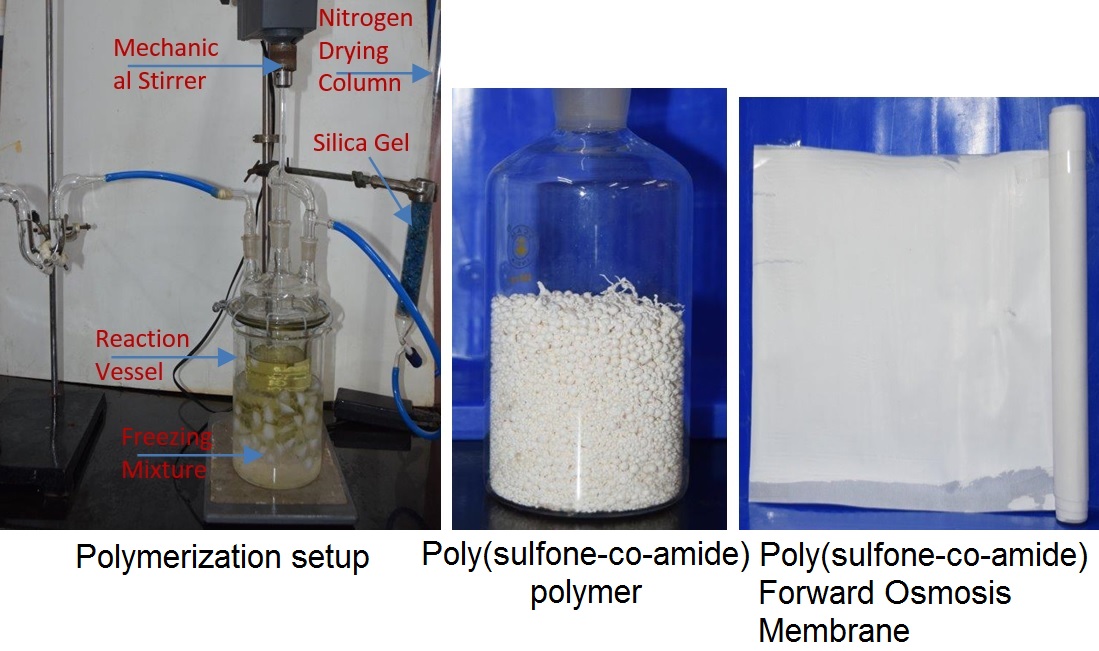
All the steps of poly(sulfone-co-amide) synthesis were optimized. Casting formulation in terms of concentrations of polymer, additives and solvents along with the gelling bath compositions were optimized for preparation of forward osmosis membrane with desired properties in laboratory scale. Preparation of poly (sulfone-co-amide) based forward osmosis membranes (size: 35 cm width ,10 m length) using continuous casting machine has been carried out. These membranes are rolled in 2512 spiral module and tested under standard forward osmosis test condition.
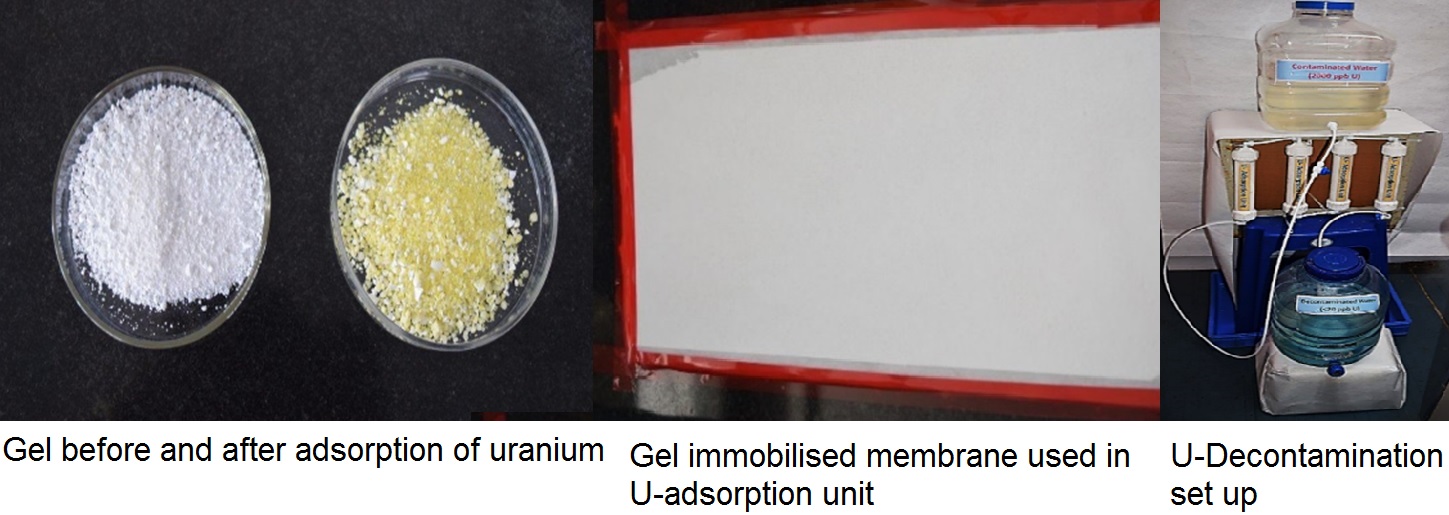
Uranium selective cross-linked gel polymers have been synthesized by UV induced radical polymerization technique. Chemical compositions as well as conditions of gel synthesis have been optimized. Gels have U adsorption capacities of about 185 mg U/g of gel with >97% desorption. The gels have been demonstrated for decontamination applications. A prototype community scale unit has been fabricated for demonstration of the process. The gels are capable of bringing U level to 20 ppb from 1000-2000 ppb aqueous solution within an hour. The gels have the ability of adsorbing uranium from still more concentrated solutions also. Various user friendly designs for domestic models with no energy input have been demonstrated.
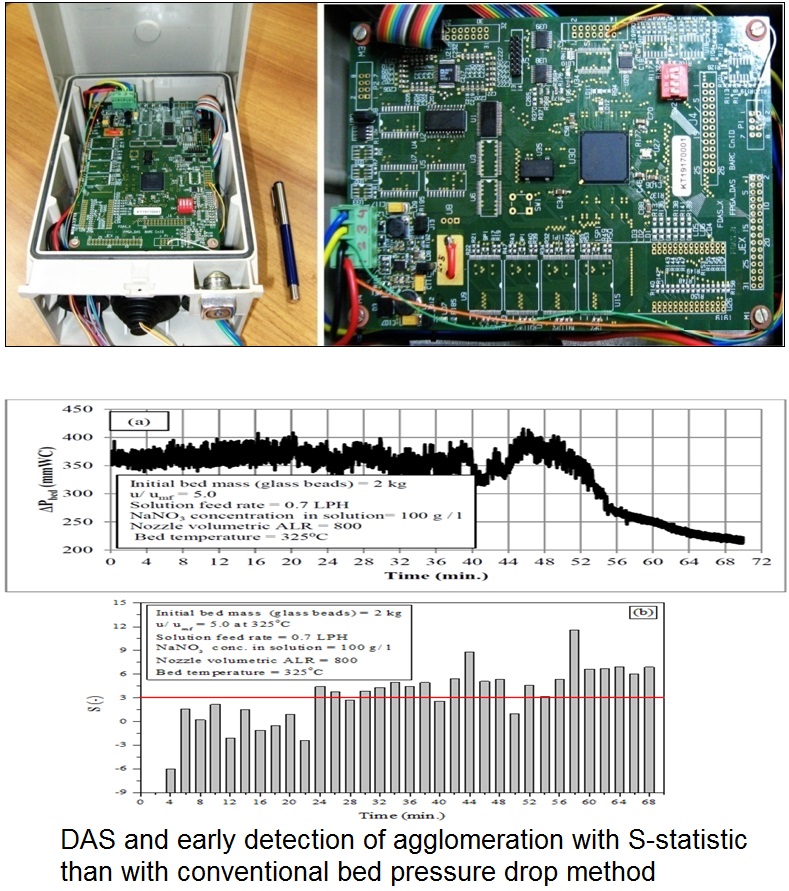
A 9 channel high frequency data acquisition system (DAS) has been developed to acquire pressure fluctuation data of liquid-sprayed gas fluidized bed reactors. An attractor comparison algorithm has been implemented to compute a statistical metric ‘S’ as a measure of the fluidization state. \'S\' is calculated after statistically comparing the complete attractor reconstructed from the reference time series with the subsequent complete attractors reconstructed from the evaluation time series under chaos theory framework. Complete system has been successfully tested in a bench-scale liquid-sprayed gas fluidized bed thermal denitration reactor for its efficacy for early detection of bed agglomeration.
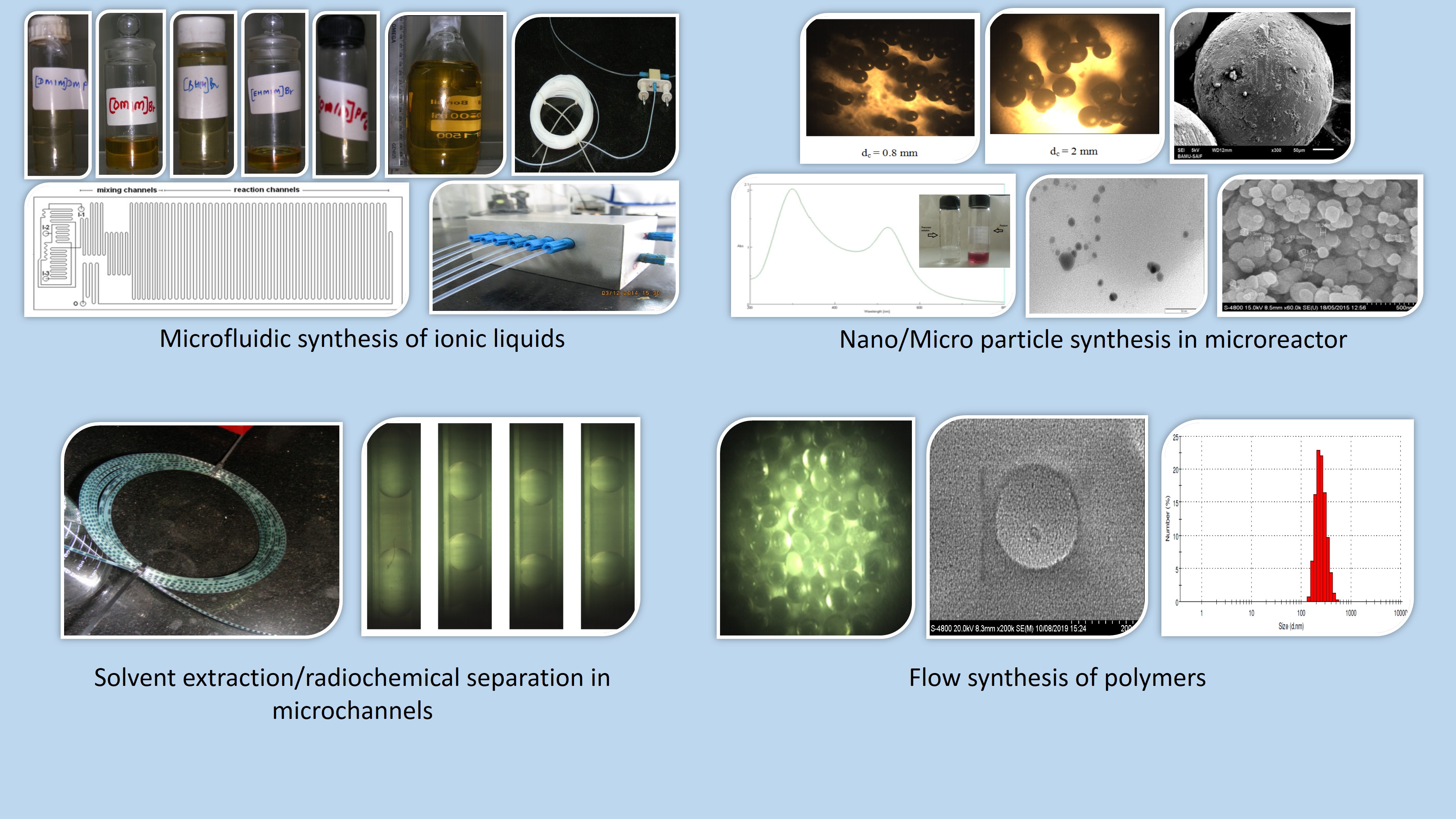
Reactions and unit operations in microfluidic channels

Technology transfer for water electrolyser plant

Lithium titanate pebbles

High efficiency structured packings for heavy water upgradation
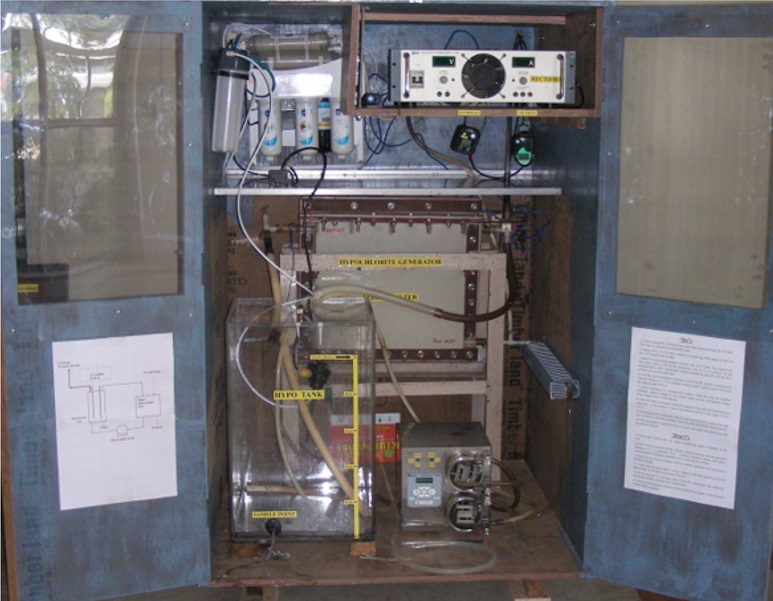
Sodium Hypochlorite Electrolyser Plant (SHEP)

Brine purfictaion and concentration for zero liquid discharge

MED-TVC Plant at Trombay

Installed at Ichhapur village, District 24-Parganas(N), West Bengal

1800 m3/d SWRO plant at NDDP, Kalpakkam

Nuclear Desalination Demonstration Plant, Kalpakkam