The Accelerator and Pulse Power Division (APPD) Division is part of the Beam Technology Development Group and at present has three sections & one facility each with specific areas of work.
1. Microwave & X-RaySection(M&XRS):
a. Development of GigaWatt class pulsed power system for intense ionizing and non-ionizing
radiation generation and its utilization for IEMI applications.
b. Development of Pulsed Microwaves systems.
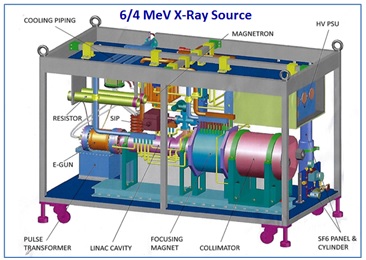
c. Development of Pulsed X-ray systems.
2. Linac Design & Development Section (LD&DS): Development & deployment of indigenous RF Linacs (S-band and X-band) for national and health security.
3. Electron Beam Technology Section (EBTS): Design, Develop, Demonstrate and Deploy Indigenous machines and process for Electron Beam welding & melting applications for DAE. Transfer of Electron Beam Welding/Melting technologies to private industries.
4. Electro-Magnetic Manufacturing Facility (EMM): Development of the state of art of technology Electromagnetic Manufacturing (EMM) process for shaping and joining metals for various DAE applications.
 12/2020
12/2020This machine is designed for magnetic pulsed welding of D9 / ODS steel fuel clad tube to end-plug of PFBR.
The primary objective of the project is to develop through indigenous design efforts cargo scanning technology and establish domestic manufacturing base.
Dissimilar welding refers to the process of connecting material with different alloys through welding. The filler material and both metals need to be evaluating before choosing the best way to connect the metals. While fusion welding is a popular method, it does not work well for some combinations of metal. Solid state welding is very promising method for dissimilar metal joining. In solid state welding two work pieces are joined under pressure providing an intimate contact between them and at a temperature essentially below the melting point of the parent material. Bonding is a result of diffusion of the interface atoms. Ultrasonic welding, friction welding, forged welding, hot press welding, explosive welding, magnetic pulse welding all fall under solid state welding. Magnetic pulse welding is highly suitable for cylindrical and flat thin metallic sheet welding. The joint obtained is stronger the weakest parent metal, no heat affected zone. In APPD joining of dis-similar metal combination like:D9 steel- SS316LN, ODS steel to P91, Al-Cu, Al-SS, Cu-SS, P91-SS304 have been established in specific geometry
30kJoule Compact Electromagnetic Machine is specifically designed for ODS clad tube to T91 end plug pulse welding trials that has potential application in Fast Breeder Reactor Fuel Pin. This machine is located at Room no. 002, Hall no. 9, BARC.
30kJoule Compact Electromagnetic Machine is specifically designed for ODS clad tube to T91 end plug pulse welding trials that has potential application in Fast Breeder Reactor Fuel Pin. This machine is located at Room no. 002, Hall no. 9, BARC.
The primary objective of the project is to develop a dual energy Linear accelerator for indigenous cargo scanning technology and establish a domestic manufacturing base.
This indigenous Electron beam welding machine facilitates in-house as well as industry needs for welding of reactive and refractory metals.
\r\nThis machine is located at Room no. 46, Old Training School, BARC.
The 40kJ system is been currently used for Aluminum (5052) Tube to Aluminum (5052) Sheet expansion welding and D9 to SS316LN compression welding. This is located at Room no. 002, Hall no. 9, BARC.
70kJ Electromagnetic Welding/Forming is presently used for D9 tube to SS316LN end plug welding trials that has potential application in Fast Breeder Reactor Fuel Pin. This machine is located at Room no. 002, Hall no. 9, BARC.
12kW, 80kV Electron Beam Welding (EBW) Machine is used for welding circular seams (280 mm maximum outer diameter) and linear seams (200 mm maximum length) of refractory as well as high strength materials such as Niobium, Zircalloy and maraging steel.
Fast Current Transformer (FCT) is used for non-destructive measurement of pulsed beam current. This passive, UHV compatible, in-flange FCT measure pulse beam currents of duration up to 10 µs with a sensitivity 3 V/A and droop is less than 5%/ µs.
\r\n
Indigenous 20kV, 40kJ EMM machine consists mainly of a capacitor bank, a fast acting discharge switch (triggatron spark gap) and its related controls. A variety of Electromagnetic manufacturing tools (coil and field shaper) have been developed for forming and welding applications.
\r\n20kV, 40kJ Electromagnetic Manufacturing Machine Technology was successfully transferred to ECIL, Hyderabad in the year 2017.
 27-04-2015
27-04-2015Electromagnetic Manufacturing (EMM) process is the state of art technology for shaping and joining of metals in near atmospheric conditions.
\r\n25kV, 70kJ Electromagnetic Manufacturing Equipment Technology was transferred to M/s. Artech Welders Pvt. Ltd. in the year 2015.

Technology Transfer of 100kW 35kV Electron Beam Melting Machine (EB Gub Coloumn) for Metalurgical Applications